Ongsiek's nicht nur Elektroseiten
Strom ist mein Freund
Metallbearbeitung
Kann auch schön sein.

V²A Späne
Artikel dieser Seite
- Drehen
- Umarbeiten von Serienteilen
- Spezialwerkzeuge selbst bauen.
- Fräsarbeiten, mit einer umgebauten Standbohrmaschine.
- Fräsen und Gewindebohren, an einem Rotgussbauteil.
- Löten von VA und Alu.
- Kleine Schmiedearbeit
- Bau eines Sonderwerkzeugs (Eigenbedarf)
- Schnittmodel einer Schraube im Material
- Metrische Gewindetabellen
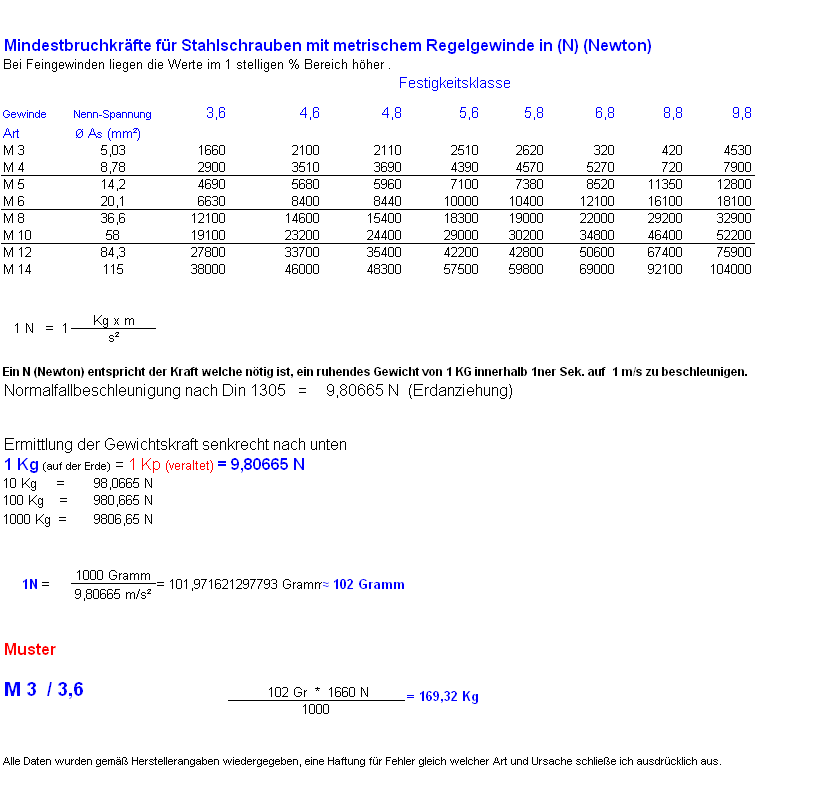
- Mindestbruchkraft von Stahlschrauben
Drehen
Diese Maschine hat schon oft große Probleme klein gemacht,
- da es schon mal vorkommt, das ein Teil nicht mehr geliefert werden kann,
- das ich ein Teil jetzt und nicht morgen oder übermorgen benötige,
- das ein ähnliches vorhanden ist und nur leicht angepasst werden muss,
- das ein Teil benötigt wird das man so nicht kaufen kann,
- usw. ....
Man ist unabhängiger vom guten Willen vieler Lieferanten, welche zunehmend nur noch Umsatzzahlen im Kopf haben.

Sorry, Maschine ist nicht sauber aber gleich müssen noch ein paar Teile bearbeitet werden und im Moment tippe ich an diesem Text.

Hier wird ein Mastverbinder aus Messing für einen zweiteiligen Edelstahlmast gefertigt.
Der Mast ist natürlich auch selbst gefertigt aus 42 mm Edelstahlrohr mit geschliffener Oberfläche die Montageplatte für die Lampe wurde im Wick Schweißverfahren daran befestigt. Selbstverständlich wurden die Leuchten - Befestigungslöcher vorher gebohrt und mit einem Gewinde versehen damit man keine Muttern verwenden muss.
Der Mast wurde einbetoniert und mit einem Rammschutz versehen, da die Leuchte (mit Bewegungsmelder ) den Vorplatz einer Garagenanlage ausleuchtet.
_prot-.jpg)
_prot-.jpg)
Hier wurde dieses Teil verbaut

Umarbeiten von Serienteilen
Hier sieht man einige, aus V²A gefertigte Teile, als Basismaterial dienten entsprechende Schlossschrauben, Muster rechts.
In diesem Fall ist mir nicht bekannt das ich solche Teile fertig kaufen kann.

.Das folgende Bild zeigt, eins der, in Granitstelen eingelassen, Drehteile. Deren Aufgabe es von nun an ist, als Gleitlager die Längenänderung des Zaunelementes, oder einer Bodenbewegung, oder bei einer Frosthebungen ausgleichend zu wirken.
Das Bild entstand nach ca. drei Jahren Bewitterung.

Das folgende Bild zeigt die Verwendung am Original Einsatzort.

So sieht es dann fertig (3 Jahre später) aus, ich bin zufrieden.

Ich freue mich über ihr Interesse.
Spezialwerkzeuge selbst bauen.
Da senkrecht stehende Teile exakt ausgerichtet werden mussten, benötigten wir hierfür eine unkomplizierte Wasserwaage, da ich nichts Passendes finden konnte, musste eine Eigenkonstruktion die Lücke füllen.

Beispiel der Teilefertigung.

Material V²A = Stahl rostfrei.

Fräsarbeiten, mit einer umgebauten Standbohrmaschine.
Mir fehlte hin und wieder, immer mal, eine Fräsmaschine.
Da Platz in der Werkstatt knapp ist, kam der Gedanke auf, die vorhandene Standbohrmaschine dahingehend zu modifizieren, das man damit auch kleinere Fräsarbeiten durchführen kann.
Nach langem hinausschieben muste es dann irgendwann mal sein, nach anfänglichen Widerständen der Maschine klappt es für meine Zwecke eigentlich recht gut. Ok, nicht mit einer Profimaschine zu vergleichen, aber ich brauche die Funktion ja nur hin und ab mal.

Standbohrmaschine mit neuem Koordinatentisch.


Fräsarbeiten mit einem 4 mm Fräser in 4 mm starkem Aluminium.

Das Gerät welches zu fertigen war.
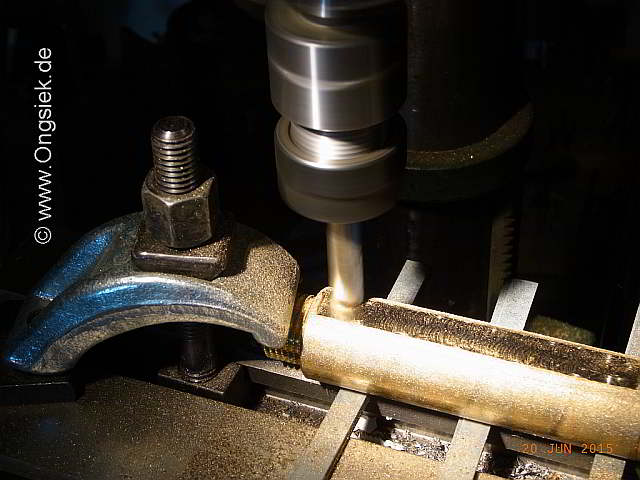
Fräsen und Gewindebohren, an einem Rotgussbauteil.
Endlich, eine Gelegenheit, um die neue Spannzange einsetzen. Das provisorische gebastelt mit dem Fräser im Bohrfutter hört nun entlich auf, man kann auch mal größere Fräser einsetzen, wie hier ein 10 mm Fräser, das ist schon gut, endlich kleine Fräsarbeiten ausführen zu können, man ist viel weniger eingeschränkt, das habe ich das über all die Jahre schon oft vermisst.
Super, der Umbau der Standbohrmaschine hat sich gelohnt, ich würde es wider tun.
Nur die etwas zu niedrige Drehzahl ist nicht so ideal, nun gut so sind Kompromisse sie haben meist auch Nachteile, untern Strich ein Gewinn, es eröffnen sich nun bisher versagte Möglichkeiten.
Das Basisteil (Werkstück) ist eine 100 mm lange ½“ Zoll Hahnverlängerung aus Rotguss. Es soll ein Druckluftverteiler werden, welcher aber vorab hier im Brown’s Gas Projekt vorübergehend Verwendung findet.
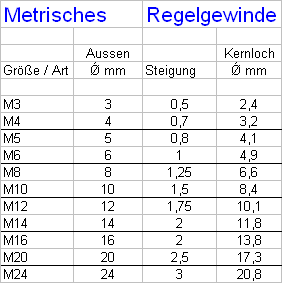
Nun noch die Gewinde für die Pneumatik-Kupplungen einarbeiten, ich überlege, ob ich die eine Seite mit metrischen Gewinden ausstatte (M5 und M7), doch, M7 ist richtig, genau ist es ein M7 x 1 Gewinde, und auf der anderen Seite nehme ich die 1/8“ und ¼“ Whiteworth Rohrgewinde.

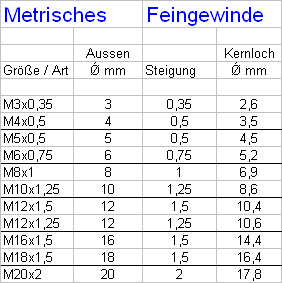
Falls jemand einige Gewinde-Daten benötigt, an Schluss dieser Seite sind einige Tabellen zu Gewinde und Kernloch-Maßen, sowie Mindestbruchlast von Schrauben der gängigsten Größen vorhanden.
Für Allerwelts M-Gewinde ohne besondere Beanspruchung, nur in nicht sicherheitsrelevanten Bereichen, hat sich auch die π x Daumen Regel als ausreichend bewährt.
Kernloch = Gewindemaß * 0,8
Gebohrt wird mit dem Bohrer, der möglichst dicht am Maß liegt.
Nach weiteren n Arbeitsschritten, ist es geschafft. das Teil ist fertig:

Löten von VA und Alu.
Löten von Eisen oder Buntmetallen ist mit den entsprechenden Loten und Flussmitteln mit etwas Übung egal ob weiche oder harte Lötungen gefordert wurden relativ schnell zu erlernen.
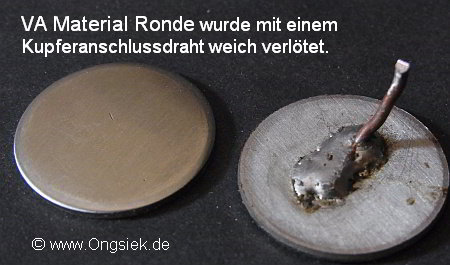
VA
Anders sieht es bei VA Material aus, hart löten mit Silber oder Messinglot ist es sicher machbar, aber das Material läuft bedingt durch die hohe Prozesstemperatur an. Es muss danach aufwendig nachgearbeitet werden, was oft gar nicht machbar ist.
Ich habe hin und wieder die Gelegenheit gehabt, Arbeiten von Anderen sehen zu dürfen, welche VA weich gelötet haben. Es sah aus, wie ein Versuch ohne Wert, nun dann geht es eben nicht. Aber neue Informationen eröffnen neue Möglichkeiten. Das folgende Bild zeigt erste Weichlötversuche zu Thema VA, es ist immer noch schwierig aber immerhin möglich.
Der Trick an der Sache ist das Flussmittel, benutzen Sie Borax das Zeug hat es in sich, versuchen Sie mal Borax zu googeln, Sie werden erstaunt sein, was es noch so alles können soll, einige Versuche laufen. Für Privatpersonen ist der Erwerb von Borax verboten worden, angeblich soll Kochsalz 2000 mal giftiger sein als Borax, aber ich bin kein Chemiker ich kann es nicht wirklich beurteilen, es ist aber fast geschmacksneutral (Eigenversuch).
ALU
Aluminium ist ein interessantes Material, nur wenn man es löten oder schweißen will, zeigt es sich von einer sehr schwierigen Seite.
Vor xx Jahren habe ich schon einige Versuche durchgeführt, um Aluminium zu löten, sowohl weich als auch hart.
Die Weichlotverbindungen sind nicht wirklich gut gelungen, einige Hartlötverbindungen dagegen schon. Es wurde das Hartlötverfahren angewandt, die Arbeit gelang, danach haben wir das Thema ruhen lassen.
Nun las ich von einem neuen Lot, Werbeaussage in etwa "weich gelötet, stabil wie geschweißt" Zweifel bleiben, die Neugier aber auch. Das Ergebnis des ersten Tests sieht man im folgenden Bild.
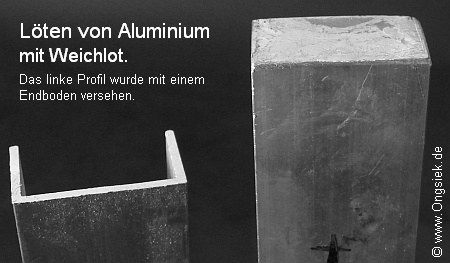
Nun gut, ................ es war der erste Versuch, für schnelle eilige Vorhaben sollte man über andere Wege nachdenken es ist schon recht anspruchsvoll einigermaßen brauchbare Ergebnisse in akzeptabler Zeit zu erreichen.
Kleine Schmiedearbeit
Da oft kleine Meißel in hoher Qualität benötigt werden, kam mir einmal der Gedanke einen Meißel aus einem Silberstahlstab zu schmieden. Ich war überrascht wie gut ein solcher Meißel ist, man kann wenn man den Meißel scharf anschleift auch Stahl damit bearbeiten. Der Verschleiß in Stein ist überschaubar die Beiden hier im Bild zu sehenden sind Nr. 7 + 8. Es macht schon ein wenig Arbeit aber die Qualität spricht für sich.
Ein Profi - Schmied würde sicher lachen, aber ich weis es nicht besser, und es funktioniert seit vielen Jahren hervorragend.









Bau eines Sonderwerkzeugs (Eigenbedarf)
Schon immer wollte ich mir ein Werkzeug bauen, um Kreuzerder mit dem Stemmhammer in den Boden zu treiben. Meist hatte ich keine Zeit, es kam überraschend usw. irgendetwas ist ja immer.
Aber Heute musste es sein, ein alter Meißel stand zur Verfügung ich habe schon länger nicht mehr geschweißt (macht mir hin und wieder Spaß), ich könnte noch ein paar Bilder für die Metallecke gebrauchen, ist ja nichts da, und ein Kreuzerder muss in den nächsten Tage eingebracht werden, nun dann, auf geht's.
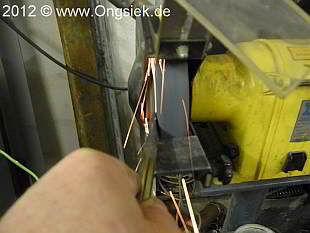
Ein wenig sägen:

Den Meißel kann man nicht sägen, der Stahl ist zu robust für ein Sägeblatt, dann halt mit dem Winkelschleifer.

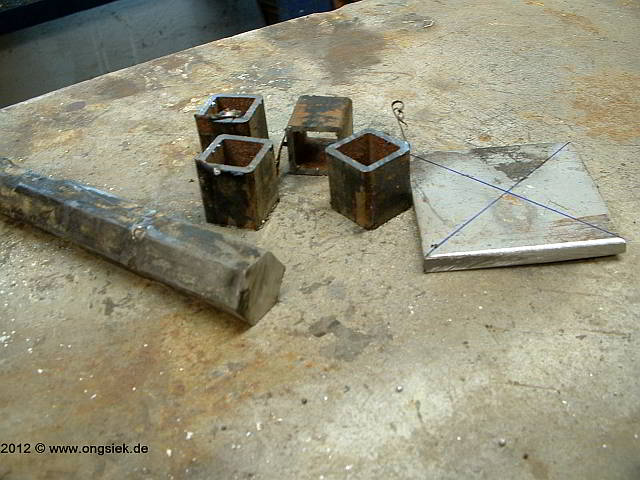
Da sind sie nun, die Basisteile, nun noch ordentlich vorrichten
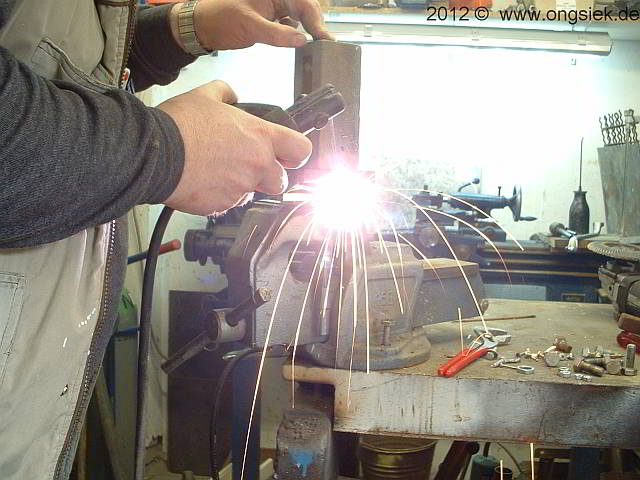
Nun zum Schweißen einrichten

Man nehme ein wenig Strom:

Ein wenig Nacharbeit muss sein

Nun noch die vier Vierkantrohrstücke als Kreuzführung verschweißen
Nun, da ist er halt, der Kreuzerdereintreibadapter für die Stemmmaschine, jetzt muss es nur noch klappen aber das sehe ich in Kürze.

Fertig.
Schnittmodel einer Schraube im Material
Gefertigt ca.1988 nur mal so, Foto 2012 leider schon ein wenig "angestaubt".
Material normaler Baustahl


Metrische Gewindetabellen
|
|
Mindestbruchkraft von Stahlschrauben